真空镀膜技术作为一种产生特定膜层的技术,在现实生产生活中有着广泛的应用。真空镀膜技术有三种形式,即蒸发镀膜、溅射镀膜和离子镀。这里主要讲一下由溅射镀膜技术发展来的磁控溅射镀膜的原理及相应工艺的研究。
溅射现象于1870年开始用于镀膜技术,1930年以后由于提高了沉积速率而逐渐用于工业生产。常用二极溅射设备如下图。
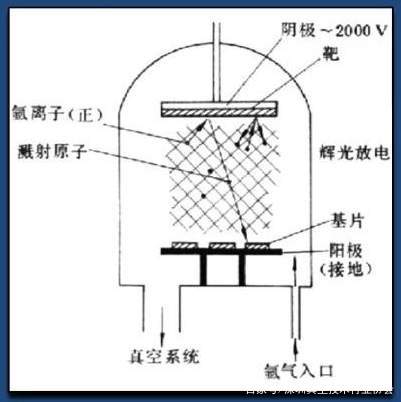
通常将欲沉积的材料制成板材-靶,固定在阴极上。基片置于正对靶面的阳极上,距靶一定距离。系统抽至高真空后充入(10~1)帕的气体(通常为氩气),在阴极和阳极间加几千伏电压,两极间即产生辉光放电。放电产生的正离子在电场作用下飞向阴极,与靶表面原子碰撞,受碰撞从靶面逸出的靶原子称为溅射原子,其能量在1至几十电子伏范围内。溅射原子在基片表面沉积成膜。
其中磁控溅射可以被认为是镀膜技术中最突出的成就之一。
它以溅射率高、基片温升低、膜-基结合力好、装置性能稳定、操作控制方便等优点,成为镀膜工业应用领域(特别是建筑镀膜玻璃、透明导电膜玻璃、柔性基材卷绕镀等对大面积的均匀性有特别苛刻要求的连续镀膜场合)的首选方案。
1、磁控溅射原理
溅射属于PDV (物理气相沉积)三种基本方法:真空蒸发、溅射、离子镀(空心阴极离子镀、热阴极离子镀、电弧离子镀、活性反应离子镀、射频离子镀、直流放电离子镀)中的一种。
磁控溅射的工作原理是指电子在电场E的作用下,在飞向基片过程中与氩原子发生碰撞,使其电离产生出Ar正离子和新的电子;新电子飞向基片,Ar正离子在电场作用下加速飞向阴极靶,并以高能量轰击靶表面,使靶材发生溅射。
在溅射粒子中,中性的靶原子或分子沉积在基片上形成薄膜,而产生的二次电子会受到电场和磁场作用,产生E (电场) XB (磁场)所指的方向漂移,简称EX B漂移,其运动轨迹近似于一条摆线。
若为环形磁场,则电子就以近似摆线形式在靶表面做圆周运动,它们的运动路径不仅很长,而且被束缚在靠近靶表面的等离子体区域内,并且在该区域中电离出大量的Ar正离子来轰击靶材,从而实现了高的沉积速率。随着碰撞次数的增加,二次电子的能量消耗殆尽,逐渐远离靶表面,并在电场E的作用下最终沉积在基片上。由于该电子的能量很低,传递给基片的能量很小,致使基片温升较低。
磁控溅射是入射粒子和靶的碰撞过程。入射粒子在靶中经历复杂的散射过程,和靶原子碰撞,把部分动量传给靶原子,此靶原子又和其他靶原子碰撞,形成级联过程。在这种级联过程中某些表面附近的靶原子获得向外运动的足够动量,离开靶被溅射出来。
1.1磁控溅射种类
磁控溅射包括很多种类。各有不同工作原理和应用对象。但有一共同点:利用磁场与电场交互作用,使电子在靶表面附近成螺旋状运行,从而增大电子撞击氩气产生离子的概率。所产生的离子在电场作用下撞向靶面从而溅射出靶材。
1.1.1技术分类
磁控溅射在技术_上可以分为直流(DC)磁控溅射、中频(MF)磁控溅射、射频(RF)磁控溅射。

2、磁控溅射工艺研究
2.1溅射变量
2.1.1电压和功率
在气体可以电离的压强范围内如果改变施加的电压,电路中等离子体的阻抗会随之改变,引起气体中的电流发生变化。改变气体中的电流可以产生更多或更少的离子,这些离子碰撞靶体就可以控制溅射速率。
一般来说:提高电压可以提高离化率。这样电流会增加,所以会引起阻抗的下降。提高电压时,阻抗的降低会大幅度地提高电流,即大幅度提高了功率。如果气体压强不变,溅射源下的基片的移动速度也是恒定的,那么沉积到基片上的材料的量则决定于施加在电路上的功率。在VONARDENNE镀膜产品中所采用的范围内,功率的提高与溅射速率的提高是一种线性的关系。
2.1.2气体环境
真空系统和工艺气体系统共同控制着气体环境。
首先,真空泵将室体抽到一个高真空(大约为10-torr)。然后,由工艺气体系统(包括压强和流量控制调节器)充入工艺气体,将气体压强降低到大约2X10-3torr。为了确保得到适当质量的同一膜层,工艺气体必须使用纯度为99.995%的高纯气体。在反应溅射中,在反应气体中混合少量的惰性气体(如氩)可以提高溅射速率。
2.1.3气体压强
将气体压强降低到某一点可以提高离子的平均自由程、进而使更多的离子具有足够的能量去撞击阴极以便将粒子轰击出来,也就是提高溅射速率。超过该点之后,由于参与碰撞的分子过少则会导致离化量减少,使得溅射速率发生下降。如果气压过低,等离子体就会熄灭同时溅射停止。提高气体压强可提高离化率,但是也就降低了溅射原子的平均自由程,这也可以降低溅射速率。能够得到最大沉积速率的气体压强范围非常狭窄。如果进行的是反应溅射,由于它会不断消耗,所以为了维持均匀的沉积速率,必须按照适当的速度补充新的反应镀渡。
2.1.4传动速度
玻璃基片在阴极下的移动是通过传动来进行的。低传动速度使玻璃在阴极范围内经过的时间更长,这样就可以沉积出更厚的膜层。不过,为了保证膜层的均匀性,传动速度必须保持恒定。
镀膜区内一般的传动速度 范围为每分钟0 ~600英寸(大约为0~15.24米)之间。根据镀膜材料、功率、阴极的数量以及膜层的种类的不同,通常的运行范围是每分钟90 ~ 400 (大约为2.286~ 10.16米)英寸之间。
2.1.5距离与速度及附着力
为了得到最大的沉积速率并提高膜层的附着力,在保证不会破坏辉光放电自身的前提下,基片应当尽可能放置在离阴极最近的地方。溅射粒子和气体分子(及离子)的平均自由程也会在其中发挥作用。当增加基片与阴极之间的距离,碰撞的几率也会增加,这样溅射粒子到达基片时所具有的能力就会减少。所以,为了得到最大的沉积速率和最好的附着力,基片必须尽可能地放置在靠近阴极的位置上。
2.2系统参数
工艺会受到很多参数的影响。其中,一些是可以在工艺运行期间改变和控制的;而另外一些则虽然是固定的,但是一般在工艺运行前可以在一定范围内进行控制。两个重要的固定参数是:靶结构和磁场。
2.2.1靶结构
每个单独的靶都具有其自身的内部结构和颗粒方向。由于内部结构的不同,两个看起来完全相同的靶材可能会出现迥然不同的溅射速率。在镀膜操作中,如果采用了新的或不同的靶,应当特别注意这一点。如果所有的靶材块在加工期间具有相似的结构,调节电源,根据需要提高或降低功率可以对它进行补偿。在一套 靶中,由于颗粒结构不同,也会产生不同的溅射速率。加工过程会造成靶材内部结构的差异,所以即使是相同合金成分的靶材也会存在溅射速率的差异。
同样,靶材块的晶体结构、颗粒结构、硬度、应力以及杂质等参数也会影响到溅射速率,而这些则可能会在产品上形成条状的缺陷。这也需要在镀膜期间加以注意。不过,这种情况只有通过更换靶材才能得到解决。
靶材损耗区自身也会造成比较低下的溅射速率。这时候,为了得到优良的膜层,必须重新调整功率或传动速度。因为速度对于产品是至关重要的,所以标准而且适当的调整方法是提高功率。
2.2.2磁场
用来捕获二 次电子的磁场必须在整个靶面上保持一致, 而且磁场强度应当合适。磁场不均匀就会产生不均匀的膜层。磁场强度如果不适当(比如过低),那么即使磁场强度一致也会导致膜层沉积速率低下,而且可能在螺栓头处发生溅射。这就会使膜层受到污染。如果磁场强度过高,可能在开始的时候沉积速率会非常高,但是由于刻蚀区的关系,这个速率会迅速下降到一个非常低的水平。同样,这个刻蚀区也会造成靶的利用率比较低。
2.3可变参数
在溅射过程中,通过改变改变这些参数可以进行工艺的动态控制。这些可变参数包括:功率、速度、气体的种类和压强。
2.3.1功率
每一个阴极都具有自己的电源。根据阴极的尺寸和系统设计,功率可以在0 ~ 150KW(标称值)之间变化。电源是一个恒流源。在功率控制模式下,功率固定同时监控电压,通过改变输出电流来维持恒定的功率。在电流控制模式下,固定并监控输出电流,这时可以调节电压。施加的功率越高,沉积速率就越大。
2.3.2速度
另一个变量是速度。对于单端镀膜机,镀膜区的传动速度可以在每分钟0~600英寸大约为0 ~ 15.24米)之间选择。对于双端镀膜机,镀膜区的传动速度可以在每分钟0~ 200英寸(大约为0~ 5.08米)之间选择。在给定的溅射速率下,传动速度越低则表示沉积的膜层越厚。
2.3.3气体
最后一个变量是气体。可以在三种气体中选择两种作为主气体和辅气体来进行使用。它们之间,任何两种的比率也可以进行调节。气体压强可以在1 ~ 5X 10-3torr之间进行控制。
2.3.4阴极/基片之间的关系
在曲面玻璃镀膜机中,还有一个可以调节的参数就是阴极与基片之间的距离。平板玻璃镀膜机中没有可以调节的阴极。
3、试验
3.1试验目的
①熟悉真空镀膜的操作过程和方法。
②了解磁控溅射镀膜的原理及方法。
③学会使用磁控溅射镀膜技术。
④研究不同工作气压对镀膜影响。
3.2试验设备
SAJ-500超高真空磁控溅射镀膜机(配有纯铜靶材) ;氩气瓶;陶瓷基片;擦镜纸。
3.3试验原理
3.3. 1磁控溅射沉积镀膜机理
磁控溅射系统是在基本的二极溅射系统发展而来,解决二极溅射镀膜速度比蒸镀慢很多、等离子体的离化率低和基片的热效应明显的问题。磁控溅射系统在阴极靶材的背后放置强力磁铁,真空室充入0.1~ 10Pa压力的惰性气体(Ar),作为气体放电的载体。
在高压作用下Ar原子电离成为Ar+离子和电子,产生等离子辉光放电,电子在加速飞向基片的过程中,受到垂直于电场的磁场影响,使电子产生偏转,被束缚在靠近靶表面的等离子体区域内,电子以摆线的方式沿着靶表面前进,在运动过程中不断与Ar原子发生碰撞,电离出大量的Ar+离子,与没有磁控管的结构的溅射相比,离化率迅速增加10~100倍,因此该区域内等离子体密度很高。
经过多次碰撞后电子的能量逐渐降低,摆脱磁力线的束缚,最终落在基片、真空室内壁及靶源阳极上。而Ar+ 离子在高压电场加速作用下,与靶材的撞击并释放出能量,导致靶材表面的原子吸收Ar+离子的动能而脱离原晶格束缚,呈中性的靶原子逸出靶材的表面飞向基片,并在基片上沉积形成薄膜。
3.4试验过程
3.4.1准备过程
(1)动手操作前认真学习讲操作规程及有关资料,熟悉镀膜机和有关仪器的结构及功能、操作程序与注意事项,保证安全操作。
(2)清洗基片。用无水酒精清洗基片,使基片镀膜面清洁无脏污后用擦镜纸包好,放在干燥器内备用。
(3) 镀膜室的清理与准备。先向真空腔内充气一段时间,然后升钟罩,装好基片,清理镀膜室,降下钟罩。
3.4. 2试验主要流程
(1)打开总电源,启动总控电,升降机上升,真空腔打开后,放入需要的基片,确定基片位置(A、B、C、D)确定靶位置(1、 2、3、4,其中4为清洗靶)
(2)基片和靶准备好后,升降机下降至真空腔密封(注意:关闭真空腔时用手扶着顶盖,以控制顶盖与强敌的相对位置,过程中注意安全,小心挤压到手指)
(3) 启动机械泵,抽一分钟左右之后,打开复合真空计,当示数约为10E-1量级时,启动分子泵,频率为400HZ (默认),同时预热离子清洗打开直流或射流电源及流量显示仪。
(4) (选择操作)打开加热控温电源。启动急停控制,报警至于通位置,功能选则为烘烤。
(5)当真空度达到5X 10-4Pa时,关闭复合真空计,开启电离真空计,通氩气(流量20L/min),打开气路阀,将流量计I拨至阀控档,稳定后打开离子源,依次调节加速至200V~250V,中和到12A左右,阳极80V;阴极10V,阳极300V。从监控程序中调出工艺设置文件,启动开始清洗。
(6)清洗完成后,按离子源参数调节相反的顺序将各参数归零,关闭离子源,将流量计Ⅱ置于关闭档。
(7)流量计I置于阀控档(看是否有读数,一般为30。否则查明原因),调节控制电离真空计示数约1Pa,调节直流或射频电源到所需功率,开始镀膜。
(8)镀膜过程中注意设备工作状态,若工艺参数有异常变化应及时纠正或停止镀膜,问题解决后方可重新镀膜。
(9)镀膜完毕后,关闭直流或射频电源,关闭氩气阀门。将挡板逆时针旋至最大通路。当气罐流量变为零后,关闭流量计I,继续抽半个小时到两个小时。
(10)关闭流量显示仪和电离真空计,停止分子泵,频率降至100HZ后关闭机械泵,5分钟后关闭分子泵,关闭总电源。
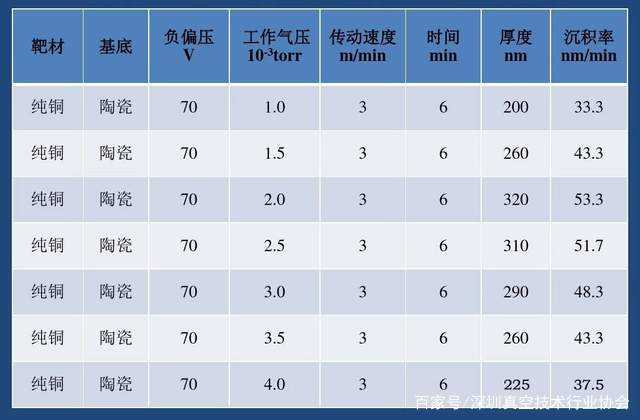
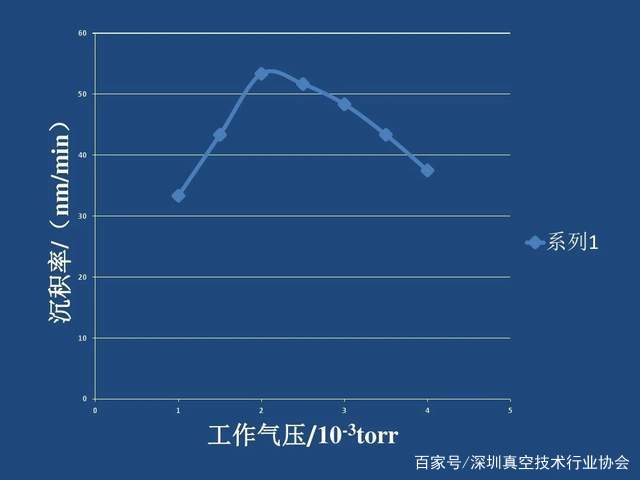
由工作气压与沉积率的关系表可以看出:在其他参数不变的条件下,随着工气压的增大,沉积速率先增大后减小。在某一个最佳工作气压下,有一个对应的最大沉积速率。
3.5.1试验结果分析
气体分子平均自由程与压强有如下关系
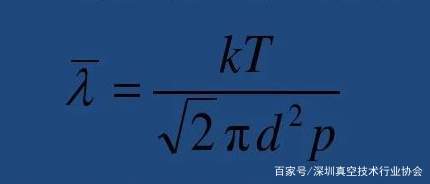
其中为气体分子平均自由程,k为玻耳兹曼常数,T为气体温度,d为气体分子直径,p为气体压强。由此可知,在保持气体分子直径和气体温度不变的条件下,如果工作压强增大,则气体分子平均自由程将减小,溅射原子与气体分子相互碰撞次数将增加,二次电子发射将增强。
而当工作气压过大时,沉积速率会减小,原因有如下两点:
(1)由于气体分子平均自由程减小,溅射原子的背反射和受气体分子散射的几率增大,而且这一影响已经超过了放电增强的影响。溅射原子经多次碰撞后会有部分逃离沉积区域,基片对溅射原子的收集效率就会减小,从而导致了沉积速率的降低。
(2) 随着Ar气分子的增多,溅射原子与Ar气分子的碰撞次数大量增加,这导致溅射原子能量在碰撞过程中大大损失,致使粒子到达基片的数量减少,沉积速率下降。
3.6结论
通过试验,及对结果的分析可以得出如下结论:在其他参数不变的条件下,随着工作气压的增大,沉积率先增大后减小。在某一个最佳工作气压下,有一个对应的最大沉积率。
虽然以上工作气压与沉积率的关系规律只是在纯铜靶材和陶瓷基片上得到的,但对其他不同靶材与基片的镀膜工艺研究也具有一定的参考价值。